Wheat evaluation in the United States is undertaken to ensure general
standards of acceptance in flour or semolina production. Many factors are used
to determine the wheat class and grade. Physical attributes including colour, shape
and hardness determine the class of wheat and the inclusion of contrasting wheat
classes. The presence of dockage, foreign material and damaged kernels attests to
the overall wheat quality. Test weight provides an indication of kernel
soundness and suitability for milling. While factors determining wheat grade
are important, they do not completely describe wheat quality.
Wheat quality factors not included in the grading system are
critically important to grain storage and milling and baking performance. Moisture
and protein content are among the most obvious of these characteristics. Maintaining
wheat quality depends on monitoring and controlling moisture content in a safe
range. Protein level is often a key characteristic in selection by the miller
for the production of bakery flour. Enzymatic (amylase) activity is also an
important characteristic of wheat that must be monitored
and measured.
Wheat is often milled to produce flour for these tests on automatic
and continuous laboratory-scale milling units such as the Brabender Quadrumat
Jr. and Senior and Buhler laboratory mills. Wheat may also be milled for evaluation
using a host of walking flows which incorporate small-scale standalone roller
mills and sifters in a batch milling process. These laboratory mills do not completely
duplicate the gradual reduction milling processes used in the commercial milling
industry. They do however provide the opportunity to rank wheat milling performance
and produce flour for further testing and evaluation. Laboratory milling can
provide an insight into the milling characteristics of wheat, including bran
clean-up, endosperm reduction properties and of course flour yield.
Flour from laboratory milling is often subjected to other testing to
determine quality and suitability. Beyond the protein level there is the issue
of protein quality, measured by a variety of physiochemical and dough rheology tests
including wet and dry gluten, Farinograph, Alveograph, and a host of other recording
dough mixers and manipulative tests. While these additional tests may reflect bakery
performance and the properties of the finished baked goods, they too fail to
describe wheat quality completely.
The final arbiter of wheat suitability and performance is the baking
test or, in the case of durum wheat, pasta production and preparation. A laboratory
baking test has been established to measure flour performance characteristics
in a controlled environment. The formulations do not usually reflect a specific
commercial product, but rather the product's principle components at a level that
maximizes the influence of flour quality on finished product performance. As with
laboratory formulations, the laboratory process does not reflect all possible combinations of factors that one might
experience in the commercial bakery. The goal of these procedures is to control
and minimize sources of variation so that changes in finished product quality can
be attributed to flour characteristics. Below is a summary of U.S. wheat
classes and key performance factors for 1999 – 2004 (Tab. 10).
 |
Tab. 10: Summary of key performance factors of U.S. wheat classes 2000
- 2004 a
|
 |
Fig. 13: Processing the working wheat sample (courtesy of USDA-GIPSA –
Grain Inspection, Packers and Stockyards Administration, Washington, D.C.)
|
1. Dockage
Dockage is considered to be material other than wheat that can be
easily removed (as opposed to Besatz 5). It is determined with a special
machine called the Carter Dockage Tester (Fig. 14). In the U.S. grain grading system,
dockage does not influence the numerical grade. It is important as the first step
in the grading process because the dockage is removed prior to test weight measurement.
It is also important in describing the condition of the wheat, and the percentage
of dockage is therefore recorded on the certificate by the inspector. Using
aspiration (air) and a combination of riddles and sieves, the Carter Dockage
Tester prepares a sample for grading by removing the readily separable material.
Generally speaking, this material consists of all matter that is lighter than,
larger than, or smaller than wheat. The material removed by a dockage tester is
readily separated and does not require the additional sophisticated equipment
found in the mill's cleaning house.
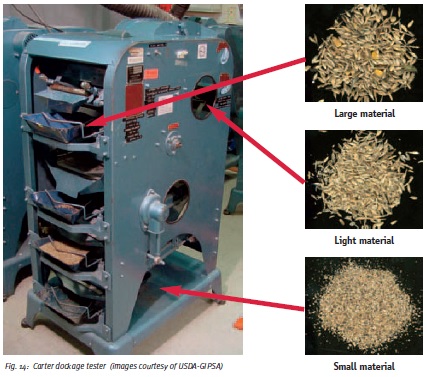 |
Fig. 14: Carter dockage tester (images courtesy of USDA-GIPSA)
|
Note :
5 While dockage is the result of a standardized screening process,
the term Besatz comprises all components of a grain sample which are not
perfect grain of the target species. Besatz is determined by ICC standard
methods 102/1 (wheat) and 103/1 (rye).
Following dockage removal, the test weight of the wheat is measured. Test
weight per bushel is the weight of the grain required to fill a level Winchester
bushel measure with a capacity of 2,150.42 cubic inches (35.24 L). The factor
"test weight per bushel" is determined using an approved apparatus,
which has a kettle capacity of one dry quart (1.101 L). This determination is made
on the basis of 1,350 g of wheat cut from the representative sample using a
Boerner Divider. To determine test weight, the work sample is poured into the
closed hopper centred over the kettle. The valve is quickly opened to allow the
grain to fill the kettle. A standard stroker held in both hands with the flat
sides in a vertical position is used to remove the excess grain from the top of
the kettle with three full-length zigzag movements. The kettle is carefully
placed on the scale platform. The weight is read by an electronic scale that
converts the gram weight to either pounds per bushel or kg per hectoliter (Fig.
15). Test weight per bushel is a grading factor and will therefore influence
the numerical grade of a wheat sample. In the U.S. it is generally expressed in
pounds per Winchester bushel, but upon request it can be converted and reported
in kg per hectolitre.
 |
Fig. 15: Conducting a measurement of test weight (courtesy of
USDA-GIPSA)
|
3. Examining for Sample Grade
Factors
Sample grade factors are f.i. animal filth, glass, stones, toxic seeds
and unknown foreign substances. Special grade factors include ergot, smut,
garlic, and treated seed (Fig. 16).
 |
Fig. 16: Sample and special grade factors (images courtesy of
USDA-GIPSA)
|
4. Examining for Special Grades
Special grades are provided to emphasize special qualities or
conditions affecting the value of wheat and are added to, and made a part of,
the grade designation. There are six special grades in wheat. Definitions and examples
of the designations for special grades in wheat include:
Ergoty Wheat
Wheat that contains more than 0.05% of ergot.
Garlicky Wheat
Wheat that contains more than two green garlic bulblets or an
equivalent quantity of dry or partly dry bulblets in a 1,000 g portion.
Infested Wheat
Wheat that is infested with live weevils or other live insects
injurious to stored grain.
Light Smutty Wheat
Wheat that has an unmistakable odour of smut or which contains, in a
250 g portion, smut balls, portions of smut balls, or spores of smut in excess
of a quantity equal to 5 smut balls, but not in excess of a quantity equal to 30
smut balls of average size.
Smutty Wheat
Wheat that contains, in a 250 g portion, smut balls, portions of smut
balls, or spores of smut in excess of a quantity equal to 30 smut balls of
average size.
Treated Wheat
Wheat that has been scoured, limed, washed, sulphured, or treated in
such a manner that the true quality is not reflected by either the numerical
grades or the U.S. Sample grade designation alone. Special grades do not affect
the numerical or sample grade designation.
5. Shrunken and Broken Kernels
At this point, all tests required to be performed prior to the removal
of dockage have been made and the percentage of dockage has been determined.
The sample has also been test-weighed and examined for certain sample grade and
special grade factors. Now the work portion is ready to be divided into
fractional portions for other determinations required after the removal of
dockage. When testing wheat for shrunken and broken kernels, cut out a 250 g
portion for shrunken & broken (SHBN) using the Boerner divider. SHBN
kernels consist of all matter that passes through a 0.064 × 3/8 oblong-hole
sieve after sieving using either the "Mechanical Sieving Method" or the "Hand
Sieving Method". Mechanical sieving is preferred to the hand-sieving method
because the results are more uniform and accurate in counting the number of strokes.
All material that passes through the sieve is considered shrunken and broken
kernels. Return the material lodged in the perforations to the wheat that has
remained on top of the sieve. To remove the lodged material from the perforations,
rub the sieve bottom gently. Tapping will warp the sieve and lead to inaccurate
results in future determinations. At this point, the percentage of Shrunken and
Broken has been determined. The material is weighed to the nearest tenth
percent and recorded on the grade certificate. Now the SHBN-free portion is
ready to be divided into fractional portions for other determinations required
after the removal of SHBN.
6. Foreign Material
Foreign material or FM consists of all matter other than wheat that
remains in the sample after the removal of dockage and shrunken and broken
kernels (Fig. 16A). Determine foreign material on a dockage-free and
shrunkenand- broken-free portion of 50 g. Other grains including oat groats,
hull-less oats, glumes on threshed or unthreshed kernels, and all matter other
than wheat are considered foreign material and removed from the portion. Remove
the glumes from the kernels of wheat and add to the foreign material. The
foreign material is expressed as a percentage by weight of the total sample.
Record the percentage of foreign material on the certificate to the nearest
tenth percent.
7. Damaged Kernels
Determine damaged kernels on a dockagefree and shrunken-and-broken-free
portion of 15 g. Damaged Kernels Total or DKT is kernels, pieces of wheat
kernels, and other grains that are badly ground-damaged, badly weatherdamaged, diseased,
frost-damaged, germdamaged, heat-damaged, insect-bored, mould-damaged,
sprout-damaged, or otherwise materially damaged. In general, a kernel of wheat
and/or kernels of other grains are considered damaged for inspection and grading
purposes only when the damage is distinctly apparent and of such character as
to be recognized as damaged for commercial purposes (Fig. 16).
Black Tip Damaged Kernels
Kernels affected by black tip fungus to the extent that the discoloration
(fungus growth) extends beyond the germ and continues around at least one cheek
and into the crease are considered damaged. All conditions MUST be met to be
considered damage. The illustration shows, from left to right (Fig. 16K):
Kernel 1: The minimum
degree of discoloration and amount of coverage required on the germ.
Kernel 2: The minimum
degree of discoloration required in the "continuous band" that extends
around the cheek. The width of the band is irrelevant.
Kernel 3: The minimum
degree of discoloration required extends into the crease. The amount of
discoloration (area of coverage) is immaterial.
Blight or Scab Damaged Kernels
Kernels with a dull, lifeless and chalky appearance resulting from
disease are considered damaged. The germ and crease may also have a mouldy appearance.
The illustration (Fig. 16L) shows a kernel affected by scab to the extent that it
has a dull, lifeless, chalky appearance (not a natural wheat colour). Such kernels
are scab-damaged without further examination.
Frost Damaged (Blistered) Kernels
Kernels that have blisters due to frost areconsidered damaged. The
illustration (Fig. 16M) shows kernels with distinct frost blisters extending around
the back of the kernel and into the crease.
Germ Damaged (Sick) Kernels
Kernels damaged as a result of microbial activity but not materially
discoloured are considered damaged (Fig. 16N). Sick kernels should be scraped
very carefully to avoid the loss of discoloration and/or "popping" or
removal of the germ. Kernels and pieces of wheat with discoloured germs that
are as dark as, or darker than, shown are to be considered damaged.
Germ Damaged (Mouldy) Kernels
Kernels which have mould in the germ are considered damaged. The bran
coat covering the germ should be removed carefully, as scraping the bran coat
too deep might remove the mould. Fig. 16O shows a kernel of wheat with a mouldy
germ.
Green Damaged (Immature)
Kernels that are of an intense green (immature) and without any yellow
appearance are considered damaged. Fig. 16P shows kernels that are green (immature)
in colour. The green colour must meet the minimum intensity shown on BOTH sides
of the kernel. Also there should be no yellow cast showing through the green.
Heat Damaged – Durum
Kernels materially discoloured and damaged by microbial activity are
considered damaged. It is necessary, in most cases, to cut the kernels and make
a cross-section analysis to determine whether the colour is reddishbrown, mahogany,
or creamy. Fig. 16Q shows:
Kernel 1: An example of a
kernel that should be cross-sectioned to determine whether it meets the minimum
discoloration requirements depicted by Kernels 2 and 3.
Kernel 2: The degree of
discoloration required in a cross-sectioned vitreous kernel.
Kernel 3: The minimum
discoloration (cream) required in a cross-sectioned non-vitreous (chalky)
kernel to be considered heat damaged.
Heat Damaged – Other than Durum
Kernels materially discoloured and damaged by microbial activity are
considered damaged. It is necessary, in most cases, to cut the kernels and make
a cross-section analysis to determine whether the colour is reddishbrown,
mahogany, or creamy. Fig. 16R shows:
Kernel 1: An example of a
kernel that should be cross-sectioned to determine whether it meets the minimum
discoloration requirements depicted by Kernels 2 and 3.
Kernel 2: The degree of
discoloration required in a cross-sectioned vitreous kernel.
Kernel 3: The minimum
discoloration (cream) required in a cross-sectioned non-vitreous (chalky)
kernel to be considered heat damaged.
Sprout Damaged
Kernels with the germ end broken open from germination exhibiting
sprout or from which the sprouts have been broken off are considered damaged.
Fig. 16T shows, from left to right:
Kernel 1: The sprout is
broken off leaving part of the germ cover over the socket area.
Kernel 2: The sprout is
broken off leaving no germ cover over the socket area. Sprout sockets typically
have bran around the perimeter of the germ that resembles a "horse
collar".
Kernel 3: The germ cover is
broken open with a sprout showing at the bottom. Notice that the sprout flares
out towards the bottom of the germ area.
Kernel 4: The germ cover is
broken open with a sprout showing at the top. The sprout has lifted upward leaving
a spade between the sprout and germ cavity.
Mould-Like Substance
Whole kernels of wheat that are 50% or more covered and pieces of
kernels that are discoloured and covered with a mould-like substance are
considered damaged. Fig. 16U shows mould or a mould-like substance on a wheat
kernel.
Other Damage
Kernels with cracks, breaks or chews and which contain mould or fungus
are considered damaged. Fig. 16V shows, from left to right:
Kernel 1: Broken kernel
containing mould.
Kernel 2: Split bran coat
containing mould.
Kernel 3: Insect-chewed
kernel containing mould.
Insect-Bored
Kernels that have been bored or tunnelled by insects are considered
damaged. Fig. 16W shows from left to right:
Kernel 1: Kernel that has
been tunnelled.
Kernels 2 &3: Kernels
that have been bored.
8. Total Defects
Total Defects is the sum of damaged kernels, foreign material and
shrunken and broken kernels. The sum of these three factors may not exceed the
limit for the factor defects for each numerical grade. Determine defects by the
sum of damaged kernels, foreign material, and shrunken and broken kernels. A
percentage
for defects cannot be shown if only one or two of the factors defined
as defects have been determined. However, if one or two factors are determined
and their sum would change the numerical grade, or come close to changing the grade,
determine the other factor and record the percentage of defects (Fig. 16J).
Record the percentage of defects on the certificate to the nearest tenth
percent. If the percentages for
damaged kernels, shrunken and broken kernels and foreign material are
added together and the total exceeds one hundred percent, adjust the percentage
of defects by adjusting the damaged kernels (total).
Post a Comment